
KP3S Pro — гайд по необходимым апгрейдам
27.02.2023
Давненько не писал долгоиграющие статьи… (раскат грома на заднем фоне) час пробил! Изначально планировался небольшой обзор, но в процессе пришло понимание, что качественные обзоры уже сделали профессиональные влоггеры, а у меня в процессе доведения 3д принтера до ума накопилось уникального контента на большую статью.
UPD: Много пишут в личку с разными вопросами, часто спрашивают про новую версию прошивки. Создал чятик в тележке https://t.me/perdoling3d — актуальная в закрепе.
UPD2: Вторая часть — много новой информации, в том числе критически важной (фикс отвала концевика Z), а также исправление некоторых рецептов описанных здесь (спойлер: заменой горла на титановое проблема пробок полностью не решается).
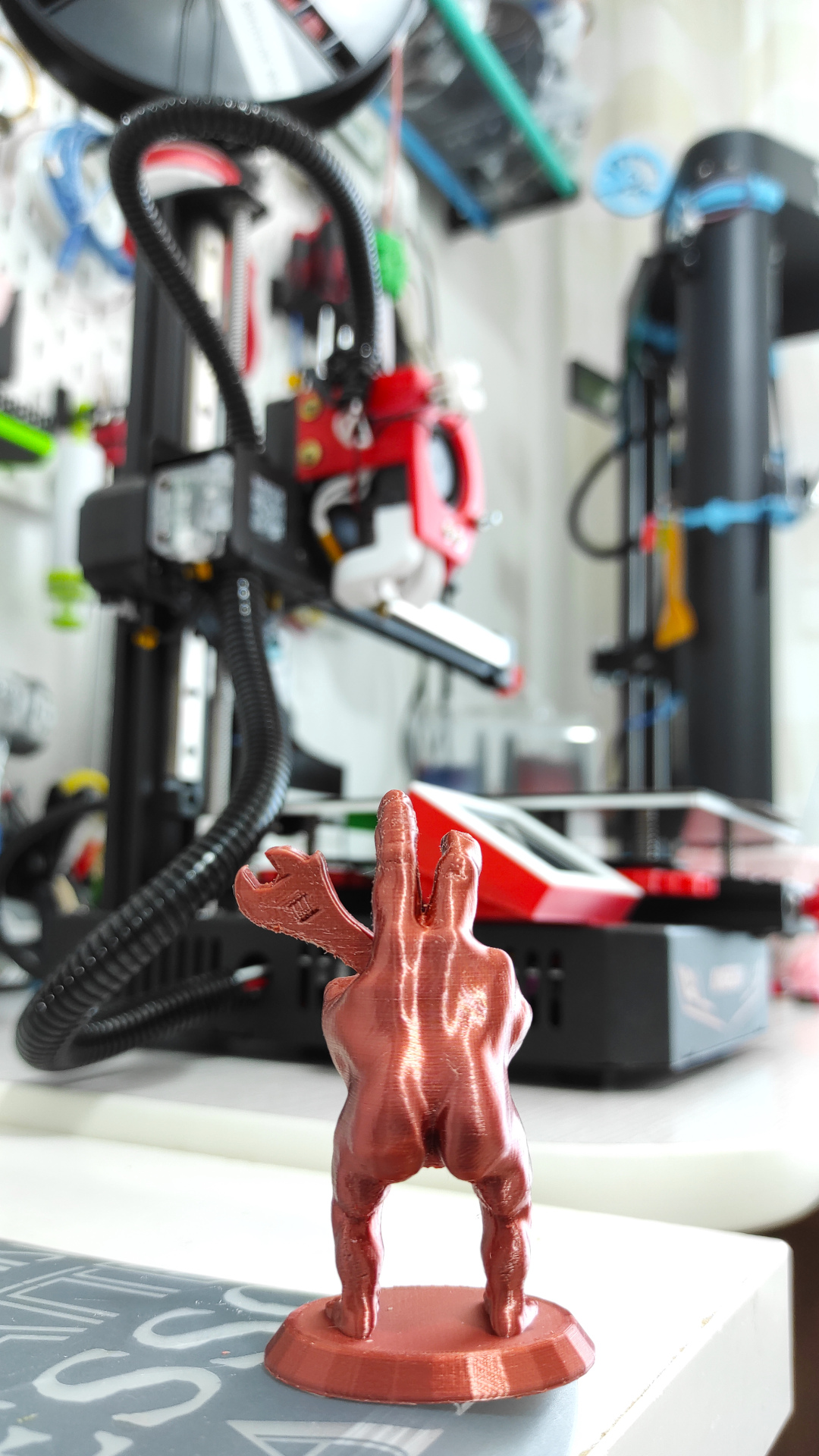
ВАЖНО! На фотографиях будет периодически встречаться мой основной принтер — он в два раза быстрее, угадайте с трёх раз на чём я печатал запчасти:)
О принтере
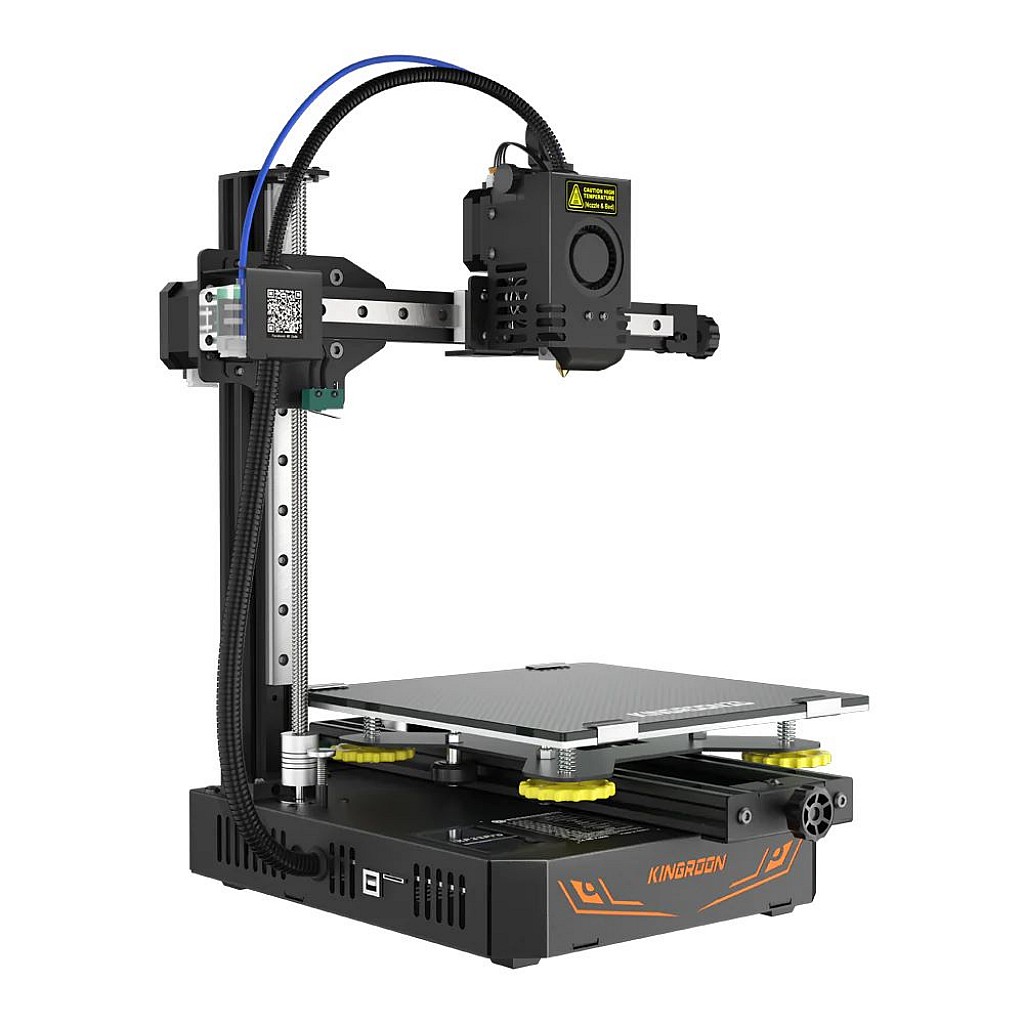
Kingroon KP3S Pro — 3д принтер начального уровня, который, несмотря на низкую цену, выдаёт очень хорошее качество, хотя медленно и на маленьком столе. Собран из типовых компонентов, что означает простоту обслуживания, ремонтопригодность и лёгкость модернизации — всё за мелкий прайс.
Вокруг принтера есть большое комьюнити, однако на данный момент большинство используют не pro версию, в связи с чем мне пришлось самому браться за проектирование, получилось некоторое количество stl моделей, всё можно скачать ниже1. Именно из собственных доработок родилась эта статья.
Сразу предупреждаю — данный гайд предполагает вложение денег в принтер. Вам понадобится катушка пластика PETG вашего любимого цвета (не берите самую дешёвую — печать плохим пластиком развлечение не для новичков), всякие мелкие недорогие детали с aliexpress, а также гора всевозможных болтиков и горка гаечек2. Общий бюджет, навскидку, две-три тысячи рублей сверху. А кто-то говорил что будет легко?
Гайд писался исходя из модернизации стокового принтера под стандартные задачи. Лично я использую принтер как второй, для мелкосерийной печати особо мелкой сувенирки соплом 0.2, подробнее об этом в конце статьи.
Перед началом пердолинга
Пердолинг — бесконечный процесс доведения принтера до идеала. Этимологию проследите сами, не маленькие уже;)
Требуемые знания и умения
Обязательно:
- уверенный пользователь google
- навыки закручивания и откручивания крестовой отвёрткой и шестигранным ключом
- базовый колхозинг
- плюсом будет владение напряжометром
Желательно:
- физик, химик
- инженер-технолог/проектировщик/наладчик/прочнист
- механик, электрик
- программист, 3д-дизайнер
- маркетолог, экономист
- …
- PROFIT!
И помните — в каждой шутке лишь доля шутки.
Покупка

Можно купить на алике в официальном (тут я брал принтер) и неофициальном (а здесь доп.детальки) магазинах или на оф.сайте (среди купивших без посредников проводятся вкусные розыгрыши в группе в вк, с другой стороны, арбитраж али как независимая сторона…).
Версии
Есть версия KP3S (стол 180х180мм, выносной блок питания), KP3S Pro (стол 200х200мм, блок питания внутри, есть датчик филамента) и KP3S Pro S1 (стол на рельсах3).
Скорее всего в недалёком будущем появятся ещё версии, которые нельзя однозначно рекомендовать к покупке. Дело в том что не всегда производителям удаётся улучшить принтер, иногда новые решения оказываются хороши в тестовой лаборатории, но проблемны в реальной эксплуатации — надо смотреть что к чему.
Лазерный гравёр

Кроме того, производитель предлагает опцию лазерного гравёра в виде доп.модуля, но что-то отзывы совсем не фонтан.
Однако, никто не мешает накастомить свою голову с лазером, это прямо скажем не запредельная задача, больше сложностей будет скомпилить прошивку. Возможно, я этим займусь, но честно говоря маловероятно — дымить на кухне непищевыми материалами…
Сборка
Базовые калибровки
 Перед тем как что-либо печатать нужно как минимум:
Перед тем как что-либо печатать нужно как минимум:
- Проверить натяжение ремней — они должны быть… натянутыXD Но не до звона, иначе придёться покупать новые, а они хорошие стоят дорого. Искаропки у меня ремни шли не натянутыми вообще, что исключало печать.
- Подкрутить прижим колёс под столом (на фото) — там на эксцентриках, потребуется ключ, если недотянуть то стол будет болтаться, если перетянуть то колёса деформируются и будут ездить рывками, и то и то исключает нормальную печать. В моём случае, также как и с ремнями, было незатянуто.
- Теперь, когда стол ездит ровно и не болтается, нужно отрегулировать зазор от сопла — потребуется лист бумаги (удобнее отрезанная полоска от А4) и немного терпения, потому что при большом перепаде высот каждый угол придётся пройти пару раз, это нормально4.
ВАЖНО! Если не пройти эти три пункта вы рискуете физически сломать принтер.
О калибровке экструдера будет ниже. Про вольтаж на драйверах тоже ниже. Калибровка геометрии нужна после печати тестового кубика, если он как-то совсем уж не кубик5. Калибровка ускорений и рывков это отдельная тема для более продвинутых пользователей, которым нужно печатать быстро.
Апгрейды aka пердолинг
Перечислено то, что, по моему абсолютно верному, единственно возможному и очень скромному более-менее обоснованному практикой коммерческой печати мнению, сделать необходимо для нормального использования принтера. Полный список возможных апгрейдов зависит сугубо от ваших фантазий и средств на их реализацию.
Голова
 В целом голова хороша, насколько она в принципе может быть хороша у китайского принтера за 15кр, поэтому меняем:
В целом голова хороша, насколько она в принципе может быть хороша у китайского принтера за 15кр, поэтому меняем:
Обдув детали
Обдув aka дуйки или, на языке вероятного противника, fan duct — это всегда больная тема (есть подозрение, что производители специально так делают — чтобы пользователь помучавшись неделю с заводским, скачал и распечатал правильный обдув, почувствовав себя охренеть крутым печатником!), я остановился вот на этом варианте thingiverse:5662682 — крепится к стоковым дыркам отверстиям.
Кстати стоковый обдув тоже напечатан на 3д принтере (и не лучшим образом!), есть подозрение, что на заводе контроль качества продукции осуществляется выдёргиванием рандомных принтеров из партии и печати на них этих самых дуек.
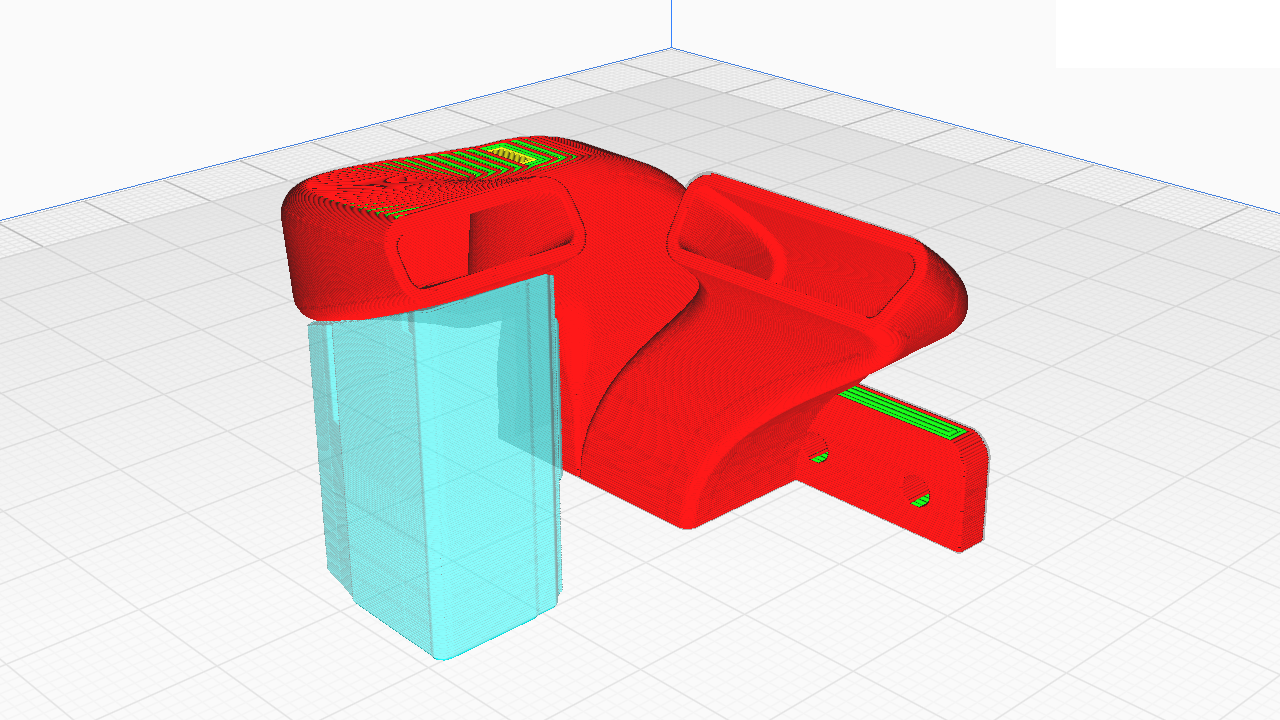
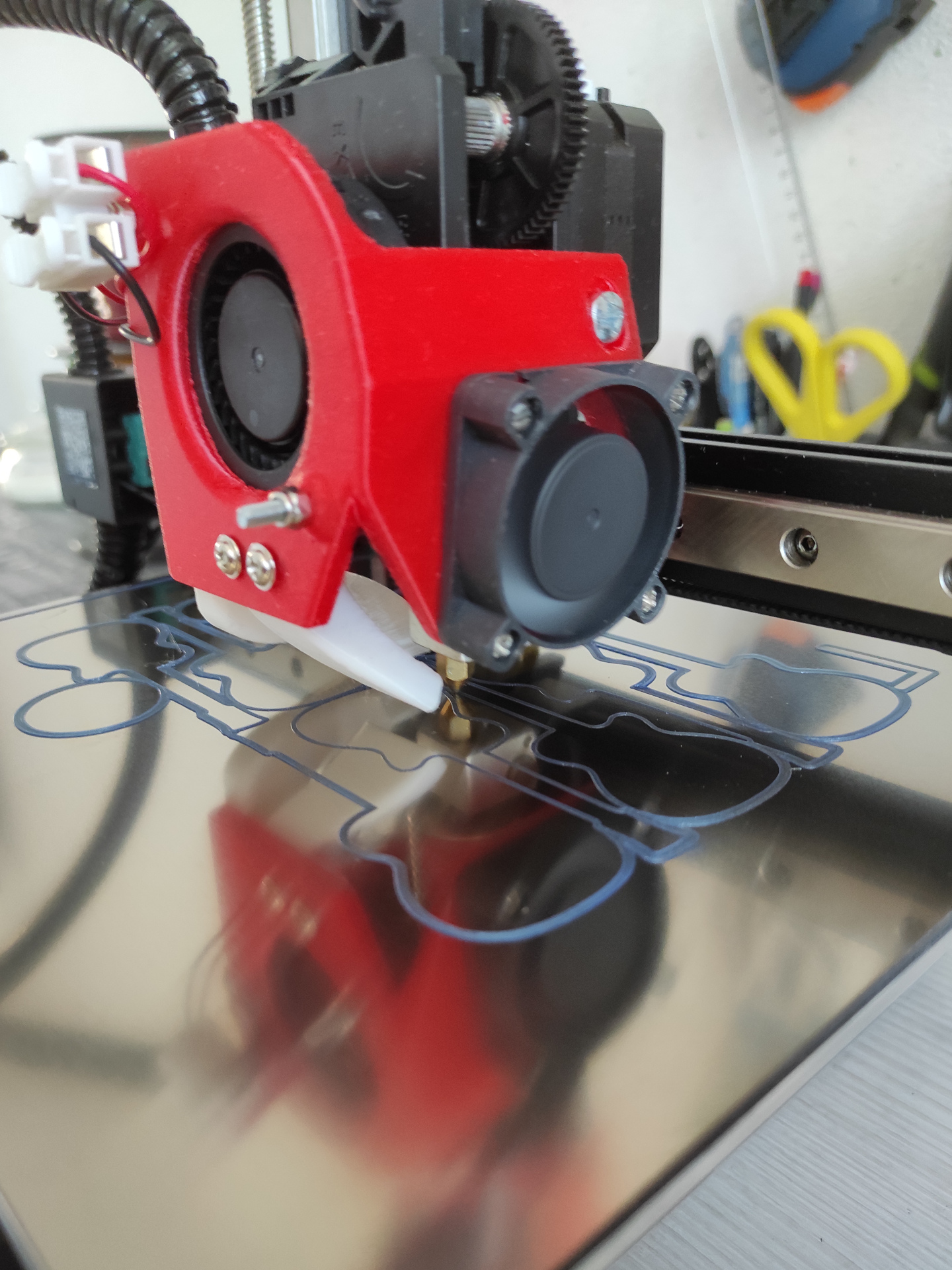
Корпус и обдув радиатора

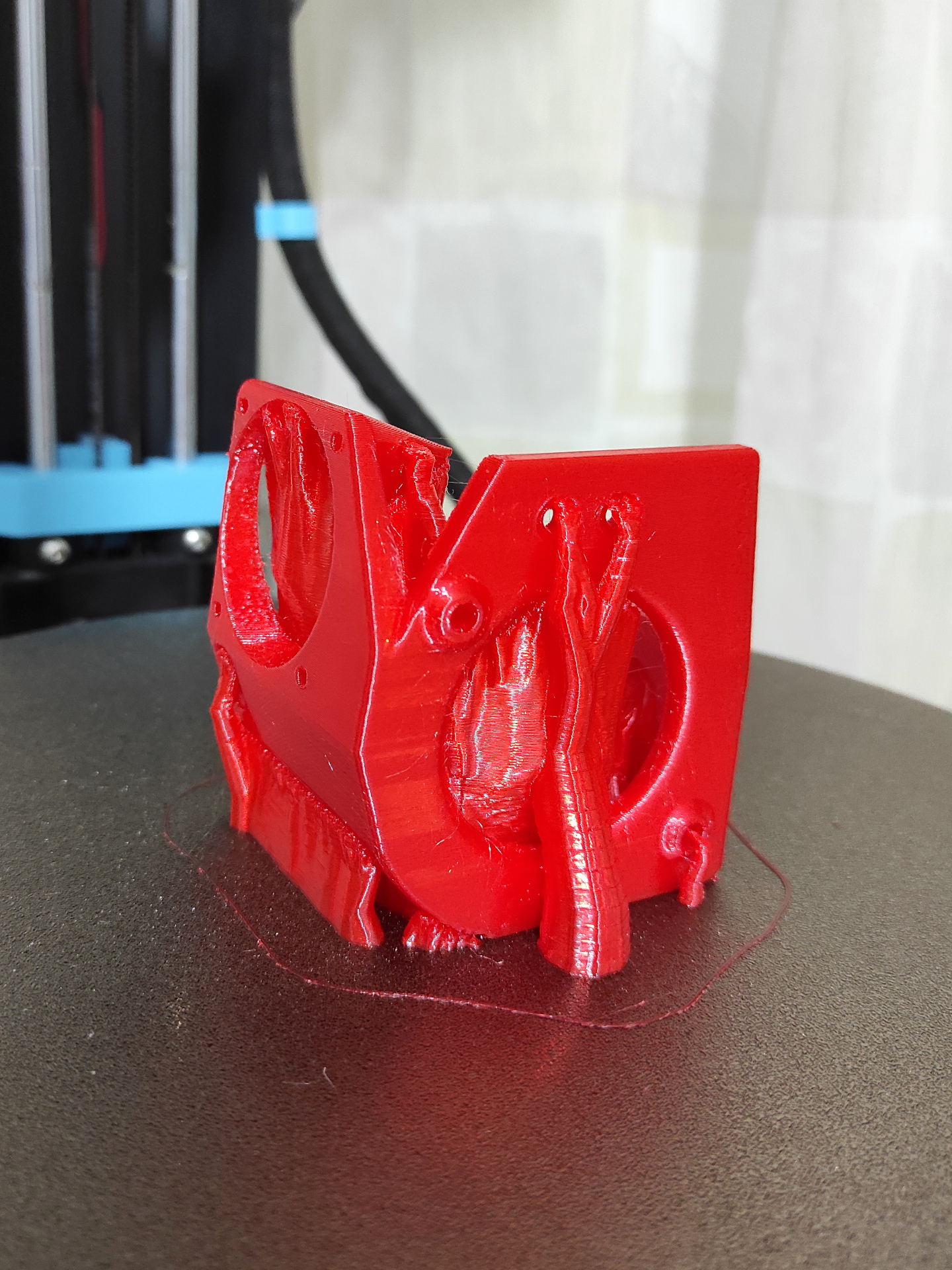

Вентилятор обдува радиатора форм-фактора 3010 (квадрат со стороной 3см и толщиной 1см) дует вполне достаточно для охлаждения, но воет так что самому хочется выть очень некомфортно, в добавок конкретно у моего экземпляра ещё и дикая вибрация сновья, а через день развалился подшипник и он с воя перешёл на рёв! Меняем на вентилятор стандарта 4010 (я взял на озоне аж за целых 169р (теперь там вентилятор на 12V, вам нужен на 24V) и, выматерившись, был вынужден сразу же припаивать отвалившийся провод), поскольку в сток его не воткнёшь, то допечатываем новый корпус: я выбрал вот этот thingiverse:5237357 , а обдув оттуда брать не стал, стрёмный он там какой-то, дует непонятно куда. Обратите внимание на список болтиков для крепления6.
Хотэнд

Минимум: докупаем титановое горло и, очень желательно, силиконовый носок. Ещё более желательно сделать это месяца за два-три до покупки принтера, как раз дойдёт.
Силиконовый носок это такой маленький колпачок надеваемый на хитблок — обеспечивает хорошую теплоизоляцию, от чего температура не скачет при изменении мощности обдува и просто сквозняках, бонусом не налипает пластик. Очень мелкий и очень полезный апгрейд. Пожалуй, по соотношению цена/улучшение качества это безусловный лидер среди всех возможных апгрейдов, да ещё и с максимально простой установкой.
Если же вы лоханулись как и я, то берите хитблок и носок в комплекте, к тому времени как посылка, побывав на Северном и Южном полюсах, окажется у вас, хитблок будет засран до состояния неотмачиваемости в растворителях. Впрочем, этот маленький алюминиевый кубик с хлипкой резьбой при смене сопла можно свернуть по неопытности, поэтому желательно иметь запасной. Три. И термистор. И нагреватель.
Нормально: горло биметал, хитблок и сопла E3D V6, капсюльный термистор, силиконовый носок. Если не уверены — берите всё в сборе, хуже не будет.
Учтите, что хотэнд v6 на несколько миллиметров короче mk8, что потребует либо другой обдув, либо корпус с возможностью регулировки по высоте (например как по ссылке выше).
В профильном чятике в телеграме пользователь Андрей меня поправил:
Описываемый вами экструдер, который ставится на современные принтеры Кингрун никак не МК8. Это проприетарный экструдер на базе фидера Титан, с хотендом похожим на Е3Д. А именно: радиатор в габаритах E3D V6 M6 но с более глубоким отверстием под горло, горло М6-М6 нестандартное в месте резьбы под кубик (она длиннее на 2мм относительно Е3Д), так же длиннее и часть что вручивается в радиатор, кубик E3D V5, сопло МК8, нагреватель 6*20мм 50вт 24в, термистор «капля» NTC100k B3950. Как видите от МК8 только сопло. )
Исправлениям верить.
Ставить что-то более производительное7 чем E3D V6 не имеет смысла, вы не будете печатать на этой малютке соплом 0.6 слоем 0.3 со скоростью 100 8.
Сопла: советую купить несколько 0.49, а также 0.2 и 0.6 (есть даже наборы, где собраны разные размеры в разных количествах). Маленькое нужно для печати мелкой мелочи размером не более спичечного коробка, крупным хорошо печатать всякие ящички и детали на весь стол. Не факт что вам понравится ими печатать, но попробовать однозначно стоит, как минимум чтобы представлять как оно бывает.
Красявости
Ещё можно заменить штатную жёсткую гофру на цветастую (например красную, CAUSE RED GOEZ FASTA!!) и менее жёсткую (теоретически это реально позволяет чуть больше разогнать ось X, практически для этого нужна прошивка Klipper, управляющий комп, акселерометр, нутыпонел…). Ещё можно завести все провода на соединитель аля wago, если вдруг вы зачем-то соберётесь часто перебирать голову.
Прошивки, linear advance и экран
Самая грустная и самая матерная часть статьи. Спойлер: всё плохо, однако для начинающего печатника это не принципиально. Если вы ни разу не программист, то просто качайте мою сборку марлина и не парьтесь — она точно работает.
Linear advance — что это и почему из-за этого надо перепрошивать принтер?
-
- Калибратор LA от Марлина
-
- Калибратор LA от Соркина
В 3д принтере от команды поданной на двигатель одной из осей до начала движения головы проходит пренебрежительно мало времени, а между командой на мотор подачи пластика и выдавливанием из сопла есть ощутимый временной лаг. Так происходит из-за того что пластик имеет коэффициент упругой деформации, коэф. трения, теплоёмкость, теплопроводность, вязкость и чёрт знает что ещё.
На практике это выглядит так: когда скорость головы увеличивается, увеличение подачи пластика идёт с запозданием, часть линии тоньше чем надо; скорость головы уменьшается — получается клякса. В результате на углах наплывы, а между дном/крышкой и стенками дырки.
Linear Advance это примитивный алгоритм, где одним числом называемым k-factor устанавливается поправка на этот лаг.
Теоретически, в идеале, la калибруется не просто под каждую катушку пластика, а под скорость, температуру и другие параметры печати конкретной детали. Практически обычно калибруют под PLA и PETG, под печать соплом 0.4 слоями 0.1 и 0.2, на стандартной скорости из слайсера, получается четыре значения, которые лишь изредка корректируют при апгрейдах хотенда/экструдера или нарвавшись на пластик с нестандартными свойствами.
Без использования linear advance проблематично напечатать прочную техничку и качественную художку даже на средней скорости. Ссылки на калибраторы в конце статьи.
О прошивках и их качестве
 Популярных и распространённых прошивок для этого принтера (как и для абсолютного большинства других) три:
Популярных и распространённых прошивок для этого принтера (как и для абсолютного большинства других) три:
- Стоковая — на самом деле это доисторический Marlin 1.x с кривоприкрученным интерфейсом из десятка иконок.
- Marlin 2.x — опенсорсный сборник глюков, багов и говнокода.
- Klipper — ЭТО состоит аж из двух частей: меньшая ставится на сам принтер, а бОльшая на какой-нибудь старый комп/ноут/неттоп под линуксом, соединяется с 3д принтером (или несколькими) через USB, позволяет подключать акселерометры, камеры, рубильники питания, огнетушители, позволяет управлять через интернет, и т.д. и т.п. По глючности и забагованности тот же говнокод, только в профиль. Это выбор профессионалов и студий 3д-печати.
Т.е. ещё раз: хороших прошивок как под этот принтер, так и под все остальные, НЕ СУЩЕСТВУЕТ. Поэтому ставим второй марлин и жрём кактус не выпендриваясь, для стандартного использования сгодится.
От производителя
Может понадобиться, если что-то пойдёт не так: https://kingroon.com/blogs/downloads
Стоковая прошивка имеет относительно удобную (нет) и даже где-то стильную (нет) менюшку, однако не умеет в Linear advance, что не то что бы совсем исключает качественную печать, но только на очень низких скоростях. Если у вас впереди всё время Вселенной, то можете пропустить, если же вы хоть иногда что-то печатаете на заказ…
Marlin

Сборок Марлина в нашем комьюнити10 я нашёл две штуки: одна попроще с кривым переводом, вторая понавороченнее с bltouch11 и тоже с кривым переводом12.
ВАЖНО! В Марлине такой охренительно интуитивный интерфейс, что после смены какого-то параметра нужно идти по адресу… нет, не совсем туда, всего лишь в
"⚙️🔧 => Configuration => store settings"— да, красноглазые рукожопы написавшие это поделие реально считают что кнопка сохранения должна быть нажата в другом, сцуко, конце интерфейса. Оказывается такое бывает в 2023, а не вымерло в 1993. Говнокод и окаменелое легаси as is.
У того Марлина что покруче вертикальный интерфейс (на котором с трудом помещается нужное) как и у стоковой прошивки, а вот тот что попроще имеет стандартный горизонтальный, что вкупе с и без того крайне неудобно расположенным экраном… ну понятно да, это надо допиливать.
После перепрошивки зайдите в "⚙️🔧 => Configuration => Advanced settings => Temperature => PID Autotune" и там откалибруйте PID на голову и стол. Это нужно для того чтоб принтер корректно набирал и держал температуру, если же этого не сделать, то во-первых перед печатью температура экструдера может гулять минут пять вокруг нужной, во-вторых велик шанс выхода за допустимый диапазон, после чего принтер выдаст красный экран и будет истошно орать на всю квартиру13. Ну и печать будет запорота тоже.
Моя сборка Марлина
Скачать бесплатно без регистрации и смс: robin_nano.zip, распаковать на флешку, засунуть в принтер и радоваться!
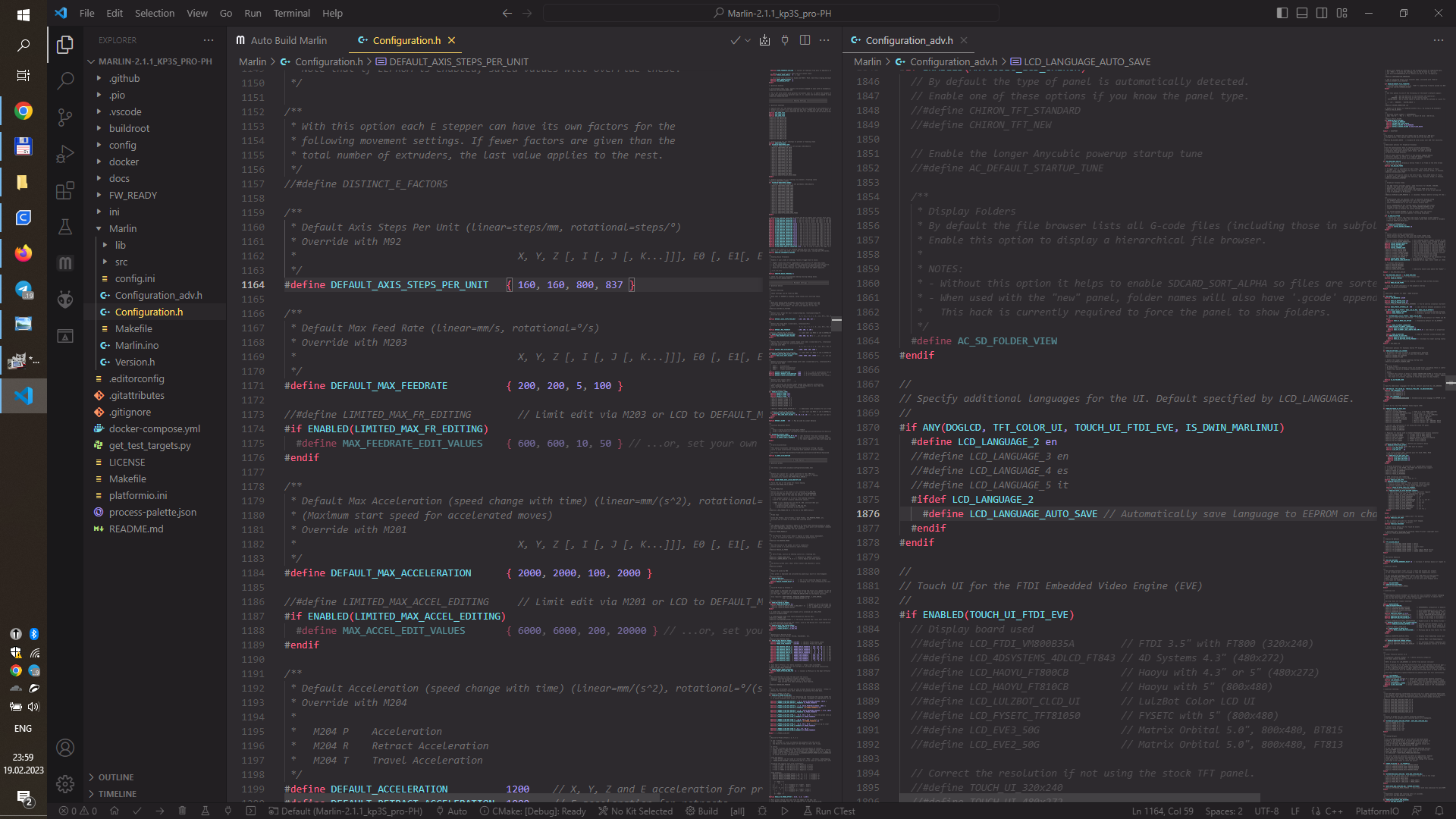
К сожалению, доступные сборки имели ряд критических недостатков (для моей работы), поэтому пришлось компилить под себя. Как совершенно очевидно из скриншота это абсолютно элементарнейшее действие доступное любому (и грязно выматерился, нехорошо помянув Слаанеш).
В итоге получилась прошивка на основе Marlin 2.1.1, с кучей всяких полезных и разных правок:
Описание правок гармончно разбавлено историей разработки и матюками на тему «качества» кода.
- При старте нужно откалибровать тачскрин, почему-то авторы других прошивок просто вставляли параметры от своих экранов, что приводило к не особо корректному поведению при тапах, хорошо ещё сюда свайпы не завезли.
- Количество шагов экструдера (E-step) выставлено согласно спецификациям экструдера — 837, что, однако, никоим образом не избавляет от необходимости проверить корректно ли значение для вашего принтера. Ближе к концу статьи есть все подробности, файлы gcode и stl модель
фаллометрафиламентометра. - После окончания печати голова паркуется в 5см над столом, а не в 5мм, это было весьма неудобно и побудило меня подумать о правках прошивки.
- Датчик филамента по умолчанию отключен, ибо накой он нужен с таким то расположением? По необходимости можно включить в меню.
- Максимальные температуры хотэнда и кровати ограничены согласно спецификациям производителя: 260° и 110°. Однако(!) я настоятельно НЕ рекомендую до замены термобарьера на биметал/титан разогревать экструдер выше 245°.
- Немного подправлены параметры преднагрева, пункты меню вынесены повыше, насколько это позволяет Марлин. Позволяет неоч, лишние тапы:(
- Принтер научился не просто пищать, а пищать Имперский марш! Т.е. регулируется длительность и частота beep. Скачать: imperial_march_short.gcode, imperial_march_long.gcode.
Полная русификация!По языкам расклад таков: из-за использования в качестве контроллеров в принтерах ультимативно всратого железа обеспечить полноценную поддержку UTF8 невозможно, подробности на оф.сайте. Вместо этого имеется набор костылей от разработчиков прошивки, обеспечивающий отдельно поддержку расширенной латиницы, кириллицы, японицы, етц, как раньше на каждый язык была своя кодировка. Результат этого решения кракозябры14, поэтому сверху есть ещё набор костыльных патчей от разных разработчиков, которые +/- обеспечивает почти везде русские буквы плохими шрифтами. Поставить свои шрифты сложно — никакой поддержки ttf и близко нет, надо конвертить/компилить при помощи каких-то дико устаревших утилит, разбираясь в смещениях и прочем окаменелом, но по прежнему вонючем. Прикинув трудозатраты и гарантированно некачественный результат я оставил english only.- #define DEFAULT_STEPPER_DEACTIVE_TIME 120 => 0 главное ради чего я полез в эти дебри — отключить отключение питания двигателей при паузе (нужна для смены филамента)… само наличие этой настройки глупость и баг архитектуры, потому что отключение движков при паузе с вероятностью 99.9% приводит к запоротой печати!
Включен Input Shaping — это главная новая фишка Marlin 2.1.2, рулится командой M593 и из меню. Насколько эффективно — не знаю, это надо долго калибровать, профи говорят что шейпер простой и всё не срезает, но избавление даже от части ряби лучше чем ничего!ГОЛ-ХУЙ-ШТАНГА! В версии Marlin 2.1.2 при обращении к флешке возникает конфликт с экраном! Кажется я уже говорил про говнокод? А про всратость железа? Есть несколько различных вариантов решения в неофициальных сборках, но я решил подождать пока пофиксят в релизе.
- Включен хитрый параметр
TMC_HOME_PHASEотвечающий за начало печати с положения двигателя ровно в шаг, а не между. В минусах скорее всего потребуется подстройка уровня стола или ограничительного винта по Z, в плюсах каждый следующий слой попадает в шаг двигателя, что резко снижает вероятность пропусков и других косяков (при условии высоты слоя кратной 0.04мм). Ага, ничего не понятно, но очень интересно. От мелких дефектов по Z при слое 0.08 это меня избавило. - Попытки повернуть положение экрана успехом не увенчались, кроме прописывания параметров в конфиге согласно документации от разработчиков (что логично) требуется ещё и взять чьи-то там патчи и накласть на разные файлы, а также докидать новых файлов (угадайте слово: на «говно» начинается, на «код» заканчивается). Короче в жопу, во-первых портретный интерфейс у марлина оставляет желать, во-вторых и без того геморно вышло.
Собирается это всё при помощи vscode, с расширением Auto Build Marlin, которое доставляет прицепом PlatformIO, потом это всё долго нудно чего-то там, дальше сборка одной кнопкой (ну почти, там их несколько, но нужная одна) и опять оно над чем-то думает с минуту-другую, прожаривая процессор моей печатной машинки15 и, сожрав ~350mb на винчестере выдаёт файлик аж на целых 260kb.
В будущем я всё же запилю сборку на 2.1.2, потому что хочется шейперов для подавления ряби.
Klipper
На момент сейчас моя квалификация легко позволяет перейти на эту прошивку, но по факту для моих типовых заказов каких-то значимых плюсов нет. То что иногда надо — input shaping, но его потихоньку завозят и в Марлин. Когда/если у меня будет третий принтер, я заведу их все три под Клиппер под управление одного компа, с видеонаблюдением и прочим хайтеком… учитывая то что я уже знаю о подводных камнях скалах — статья видимо будет состоять чуть более чем наполовину из нецензурщины.
LCD mount
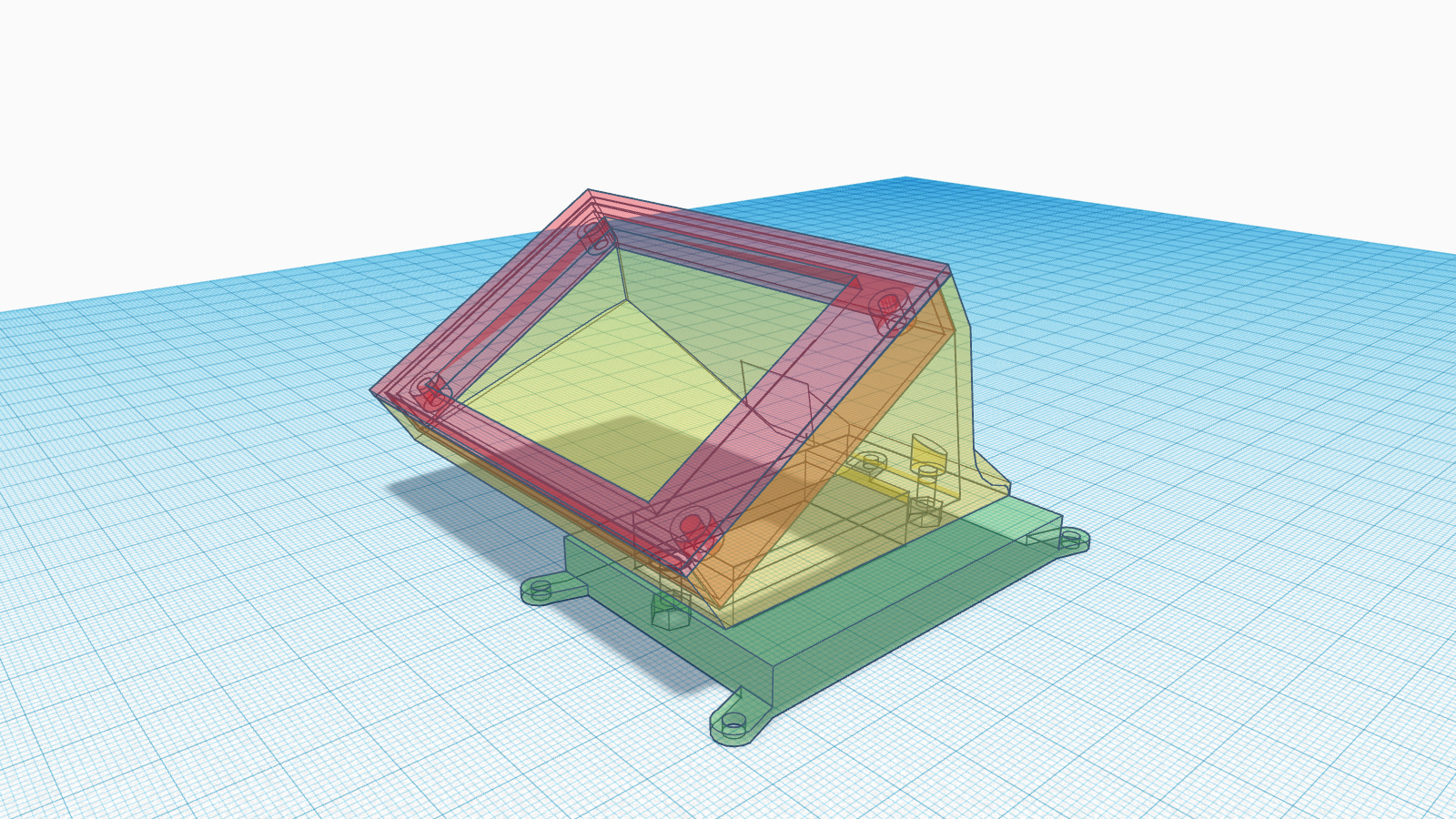
Поскольку интерфейс я так и не повернул, да и не очень то и хотел, то решил проблему физическим разворотом экрана вместе с наклоном. За основу взят готовый проект thingiverse:4578390, и перемоделен под версию Pro: ph_lcd_mount.zip для крепления понадобятся пара гаечек и винтиков M3x10, а также четыре винтика M2. Крышку экрана я оквадратил так как печатал с юбкой на коврике PET, сомнительно что вы будете делать также, поэтому рекомендую версию из оригинала с закруглёнными углами (взаимозаменяемы).

Не проебите заземление! Статические разряды бьющие через шину данных очень скоро превратят ваш принтер в тыкву! Всех делов прокинуть ещё один проводок от корпуса к экрану, сойдёт любой.
На прошивке от производителя, равно как и на марлине с вертикальным интерфейсом, экран также имеет смысл перемонтировать наклонно, потому что стоковый вариант ну очень неудобен.
Стол
Есть несколько вариантов под разные задачи. В принципе это так или иначе баланс между «не липнет скотина!» и «не отрывается сука!», на что именно материться вам виднее. В любом случае это расходник, который хоть и не часто, но нужно менять16.
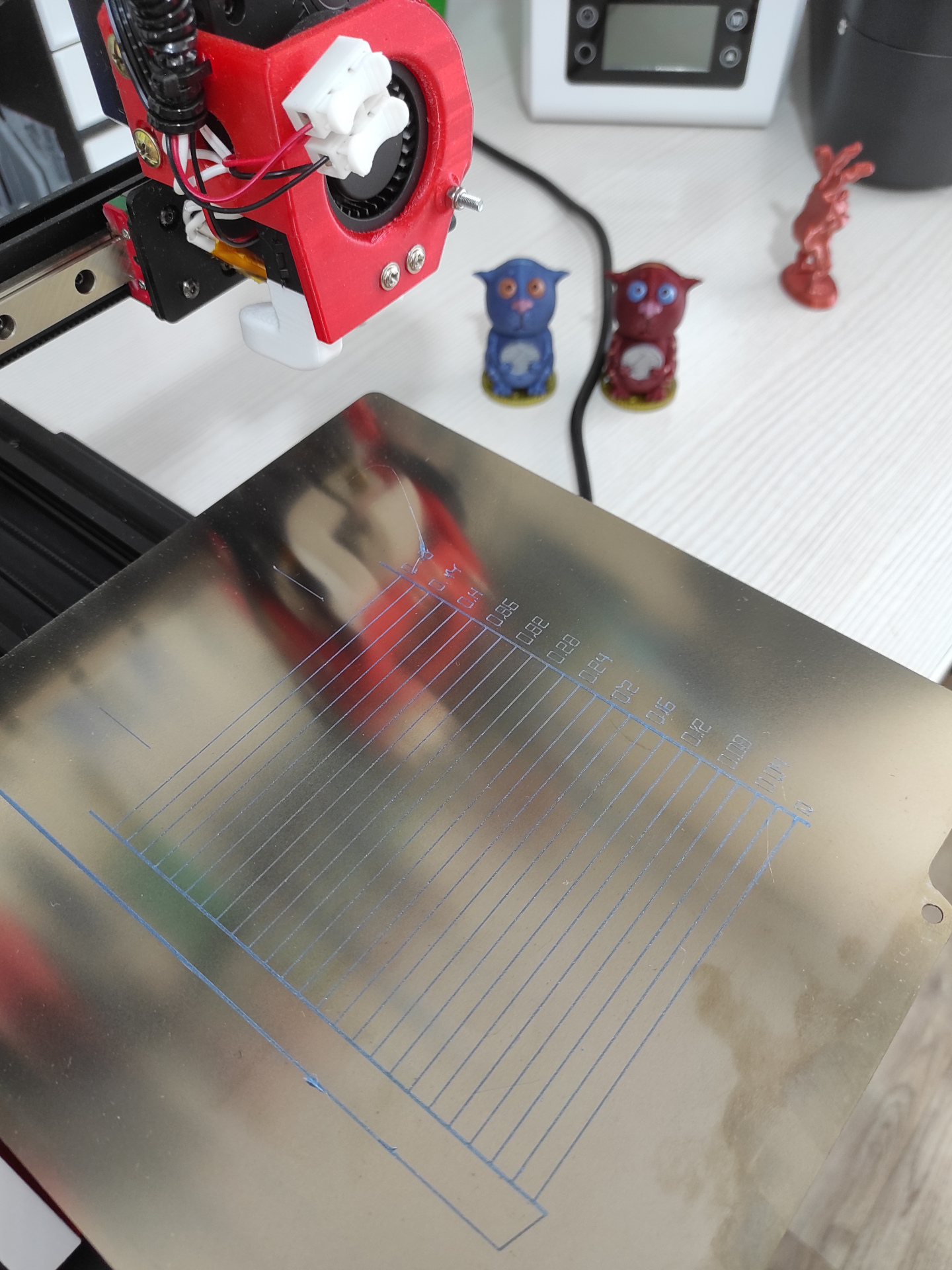
Ultrabase

KP3S Pro — Ultrabase
В стоке стол ультрабаза, от которой хрен отдерёшь. Проблема настолько типовая, что после того как я запостил в чятик в тележке вопрос как отодрать калибровочый кубик, получил сразу с десяток ответов про спирт, лезвия, зубную нить… не, спасибо, не под мои задачи. Со временем проблема решается — на неё перестаёт липнуть.
PEI
-
- KP3S Pro — PEI
-
- Обратная сторона PEI
Это такая тонкая стальная пластина покрытая прочной плёнкой с шершавой текстурой. В некоторых случаях (вызванных жадностью эффективных топ-менеджеров) вторая сторона гладкая, как например в варианте от Kingroon и на ней тоже можно печатать — поверхность получается гладкая, почти зеркальная. Липнет когда как, зависит от конкретного пластика, параметорв, погоды на Марсе… Фиксируется пластина не на скобы, а на магнитный коврик, который наклеивается на несущую конструкцию. На практике это означает удобство — коврик можно легко снять и согнуть, от чего детали отлетают (ну или гнутся, если не успели остыть:)).
PET

Ещё один вариант, который я использую на основном принтере, в целом аналогичен предыдущему и обычно идёт как PEI/PET, но имеет запредельно красявую геометрическую структуру, благодаря которой получается шикарнейшая поверхность снизу. Это плюсы, но есть и минусы, которые не позволяют рекомендовать его для новичков:
- плохо липнет (решается каймой в слайсере, но не всегда),
- очень нежный (продрать на счёт раз),
- при слабых эксплуатационных свойствах недёшев.
В добавок температурные пределы не позволяют использовать ABS — здохнет.
Калибровка
Калибровка стола в данном принтере осуществляется при помощи барашков под столом. Стоковые плохи всем — маленькие, неудобные, непонятного жёлтого цвета. Всё можно стерпеть, но не цвет!:) Качаем вот этот проект thingiverse:3460581 и радуемся жизни — поворот и смещение теперь видно наглядно!
Есть интересный вариант калибровки: потребуются регулировочные колёса из абзаца выше, стол PEI со второй гладкой стороной (от производителя), мультиметр умеющий пищать и щупы с крокодильчиками. Кусаем стол, сопло, крутим до замыкания, крутим до размыкания, прокручиваем на два деления, получаем 0.1мм без листочков и прочего высматривания зазоров с риском получить столом в глаз. На практике конечно не столь гладко, но это реально удобно.
Пружины
Под столом имеются пружины, их можно (по некоторым мнениям нужно) заменить на силиконовые втулки, что теоретически снизит частоту перекалибровки и практически добавит понтов! Заказал, к лету доедет, посмотрим.
Крепление катушки филамента
Не знаю о чём думали конструкторы принтера размещая катушку сбоку с двумя перегибами нити, зато знаю о чём не думали: о печати разными цветами. Поскольку мне это надо по работе, то ещё до покупки принтера я занялся поиском проектов крепления катушки сверху — их великое множество, но в основном под обычную версию, под Pro хороших нет, есть средненькие со смещением центра масс.
 Пришлось перемоделить: качаем вот эту версию thingiverse:4800129, печатаем держатель и ролик, а крепление за моим авторством: ph_filamentholder.zip. Для всего этого потребуется два М5х20, два М3х20, две гайки М3 и два подшипника 608 (гуглить по «bearing 608»). Берите сразу с десяток, они много для каких проектов используются и при этом стоят копейки.
Пришлось перемоделить: качаем вот эту версию thingiverse:4800129, печатаем держатель и ролик, а крепление за моим авторством: ph_filamentholder.zip. Для всего этого потребуется два М5х20, два М3х20, две гайки М3 и два подшипника 608 (гуглить по «bearing 608»). Берите сразу с десяток, они много для каких проектов используются и при этом стоят копейки.
Отдельный вопрос по датчику филамента — на этом принтере он мне не нужен, поэтому не заморачивался, но если нужен, то его надо тоже переносить, вероятность что я буду это проектировать стремится к нулю, так что даже не спрашивайте.
Прочее
Всяко разно и при этом полезно.
Калибровка экструдера
В чём суть: есть такой параметр E-step, который определяет количество шагов двигателя на миллиметр длины нити пластика. Если шагов меньше чем нужно, то будет недоэкструзия, т.е. дырки, если больше — подтёки.
Метод следующий: медленно давим N сантиметров пластика, смотрим сколько выдавилось реально, находим в настройках количество шагов, вычисляем новое, корректируем.
Теоретически(sic!) E-step величина не калибруемая, а задаваемая согласно спецификациям производителя, например для Titan extruder это значение 837 (и для KP3S Pro, как минимум для моего, оно совпадает с реальным), практически возникает очень много НО и про двигатели и про механику и про прочее, включая даже намеренно кривые настройки от кетайских инженегров.
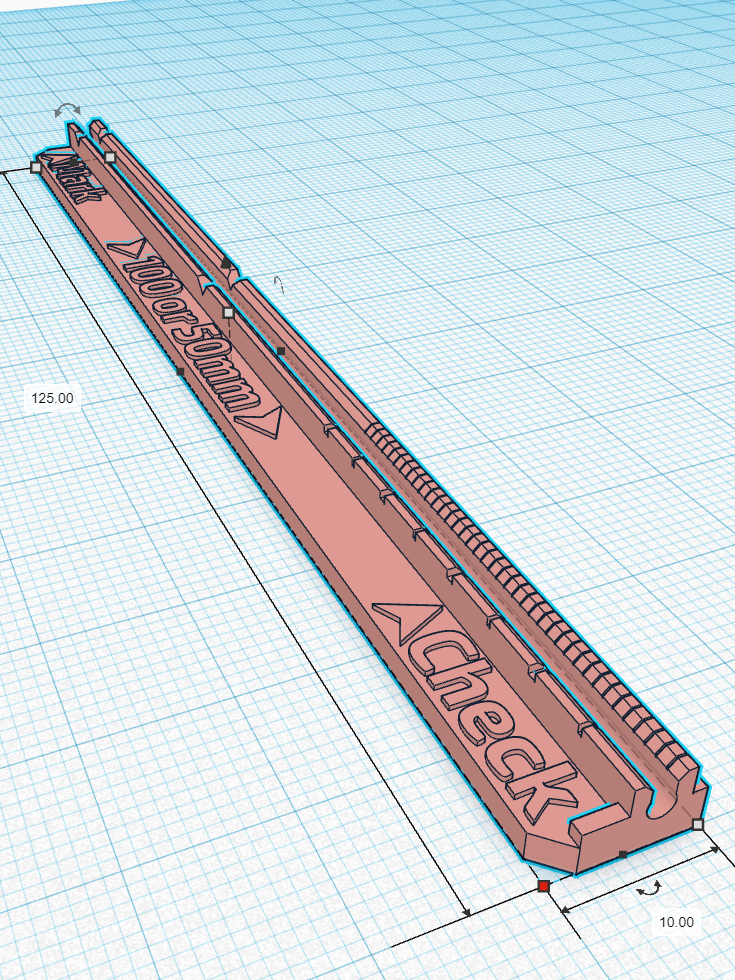


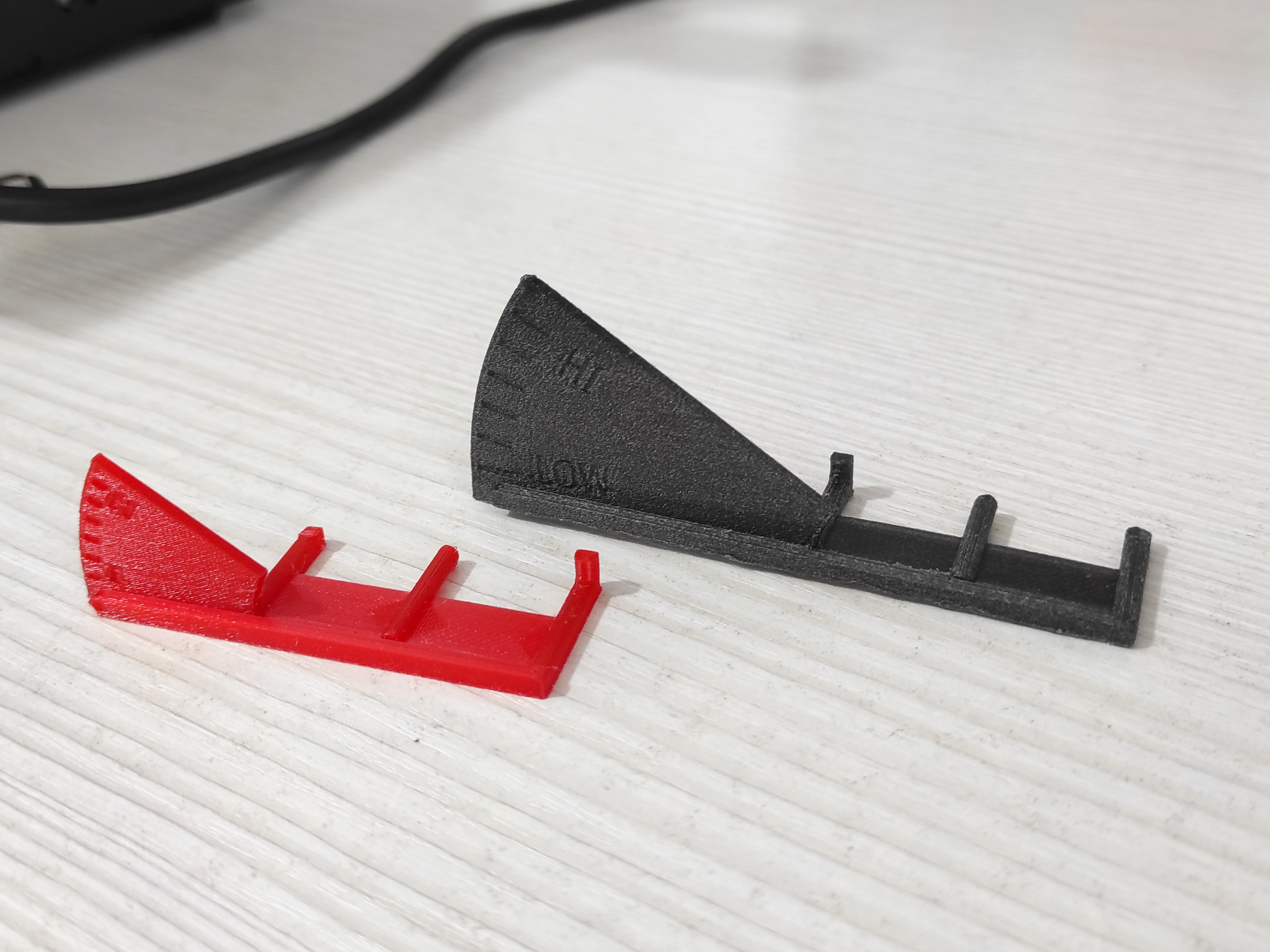
Для себя я разработал удобный калибратор с линейкой, плюс пару файликов gcode на выдавливание 50/100мм: ph_ekalibrator.zip
M83
G1 E100 F150
Где:
- M83 — перевод экструдера в относительные координаты, чтобы просто давило безотносительно предыдущего состояния
- G1 — команда на перемещение, E100 — 100мм через Extruder17, F150 — скорость 150мм/мин
Сверхсложная формула для вычисления: установленное количество шагов * теоретическая длина из gcode / длина реальная по линейке = правильное количество шагов.
Значение E-step лежит и конфигурируется в «⚙️🔧 => Configuration => Advanced settings => Steps/mm«. Не забудьте потом сохранить конфигурацию, иначе не сработает.
Занимательный срачик о калибровке экструдера
Следует упомянуть, потому что их причина действительно интересна и проясняет как физику, так и психологию. Позиции сторон:
- Среднестатистический печатник калибрует экструдер не заморачиваясь — отмерил сверху, прогнал, посчитал, вбил, забыл.
- Профессиональные печатники считают что калибровать экструдер нужно со снятым соплом. Вариант: со снятым всем, только фидер (редуктор с шестернями подачи) и мотор.
На первый взгляд метода от профи лишена смысла, так как если двигатель пропускает шаги, это означает либо проблемы в механике, либо заниженное напряжение на моторе, либо недостаточно мощный мотор и это нужно решать явно перед калибровкой шагов.
Разгадка здесь в том что профи печатают толстыми соплами толстым слоем на предельных скоростях и для них увеличение потока в слайсере для компенсации пары процентов недоэкструзии является типичной практикой, поэтому их и интересует абсолютно чистая подача прутка без сопротивления. Очевидно, что при бытовом использовании на скоростях заведомо ниже предельной производительности хитблока таких условий просто не возникает и поток в слайсере подстраивается только лишь на плохой катушке где диаметр заметно больше/меньше положенных 1.75мм.
Напряжения на драйверах

Если недостаточно, то моторы начинают пропускать шаги что приводит к сдвигам и полосам на моделях, если овервольтаж, то двигатели перегреваются и сокращается их моторесурс. Если очень грубо, то работающий движок во время печати должно быть не больно держать пальцами.
В цифрах: по 1В на оси и 0.75В на экструдер, это если по-простому. При таких параметрах ни перегрева движков ни пропуска шагов не наблюдается. Зачем вам это знать? Ну, хотя, в отличие от многих производителей принтеров, Kingroon вроде бы даже следит за настройкой вольтажа с завода чтобы там не стояло чёрти чо, но это не повод не проверить потенциальное место проблемы — двадцать баксов на новый движок на дороге не валяются.
Проверяется напряжометром — рядом с четырьмя маленькими радиаторам на плате есть четыре мисипусеньких регулировочных винтика. Вот между ними и нулём на материнке напряжение и замеряется. Только помните про плохую примету: замыкать что попало куда попало к непредвиденным тратам.
Измерение натяжения
Ещё раз к вопросу о том с какой силой оно должно быть — да хз! На самом то деле, внятного и однозначного ответа подкреплённого физическими расчётами и спецификациями деталей мне найти не удалось. Советы в стиле «ремень должен звучать как нота до/си/му/хрю» интересны разве что с точки зрения изучения слуха авторов советов, хотя бы потому что нота зависит ещё и от длины струны. Да и, честно говоря, пробовал я гитарный тюнер использовать — не звучат ремни GT2-6 нормально.
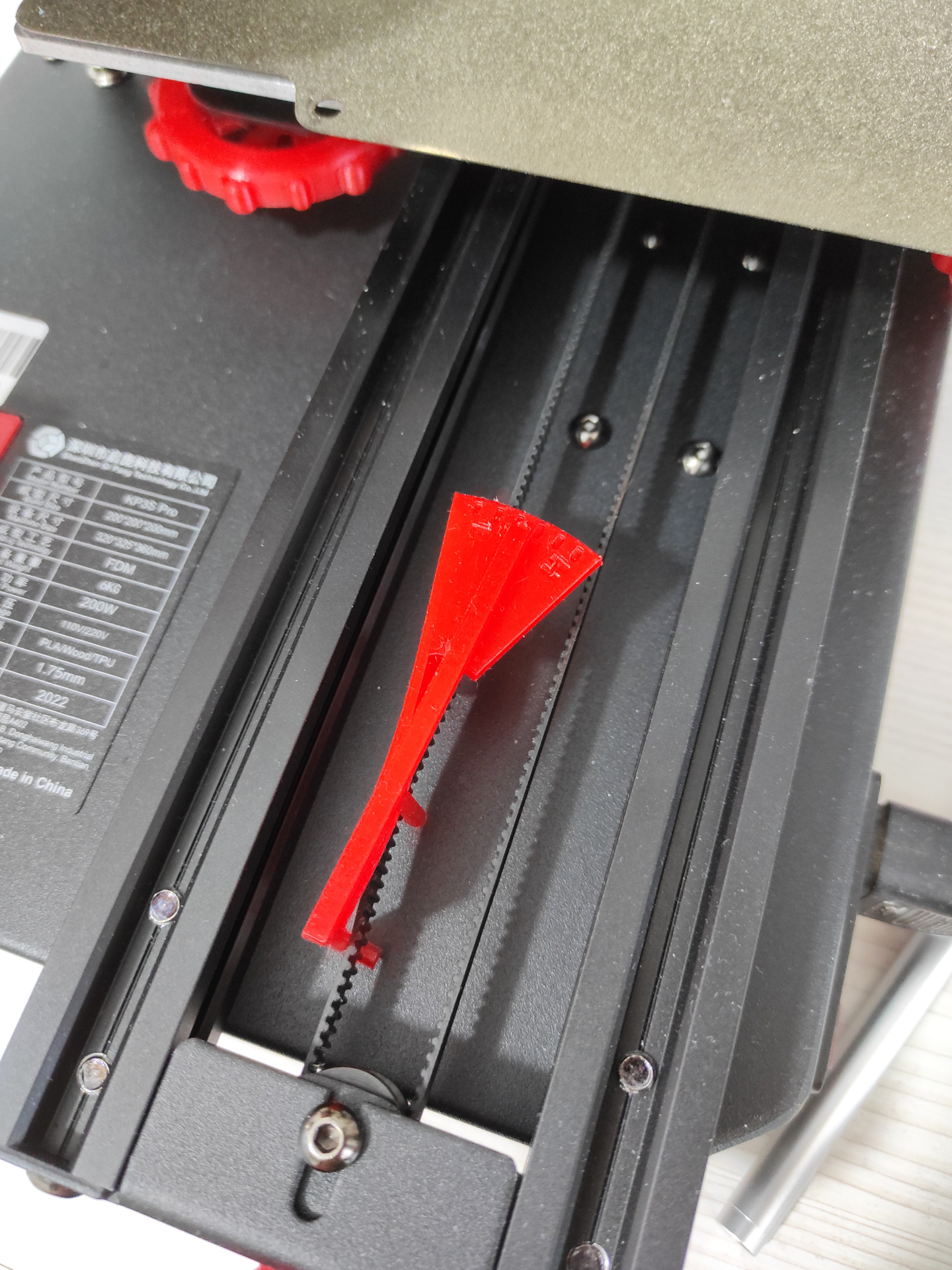

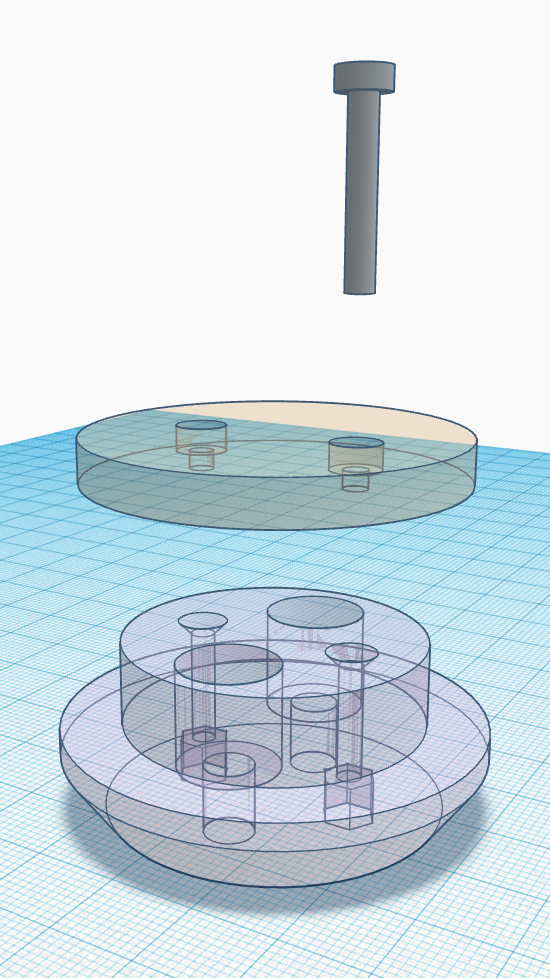
Однако, есть доступные для печати измерители натяжения, показывающие это самое натяжение в… попугаях!:) Для себя я остановился вот на этой модельке thingiverse.com:4731435 (обратите внимание на количество дисклеймеров и я подтверждаю что они написаны по делу) — она позволяет зрительно определить насколько натянуты ремни и по результатам пробных печатей найти необходимое натяжение, которое поддерживать в дальнейшем.
Красявые барашки натяжения ремней

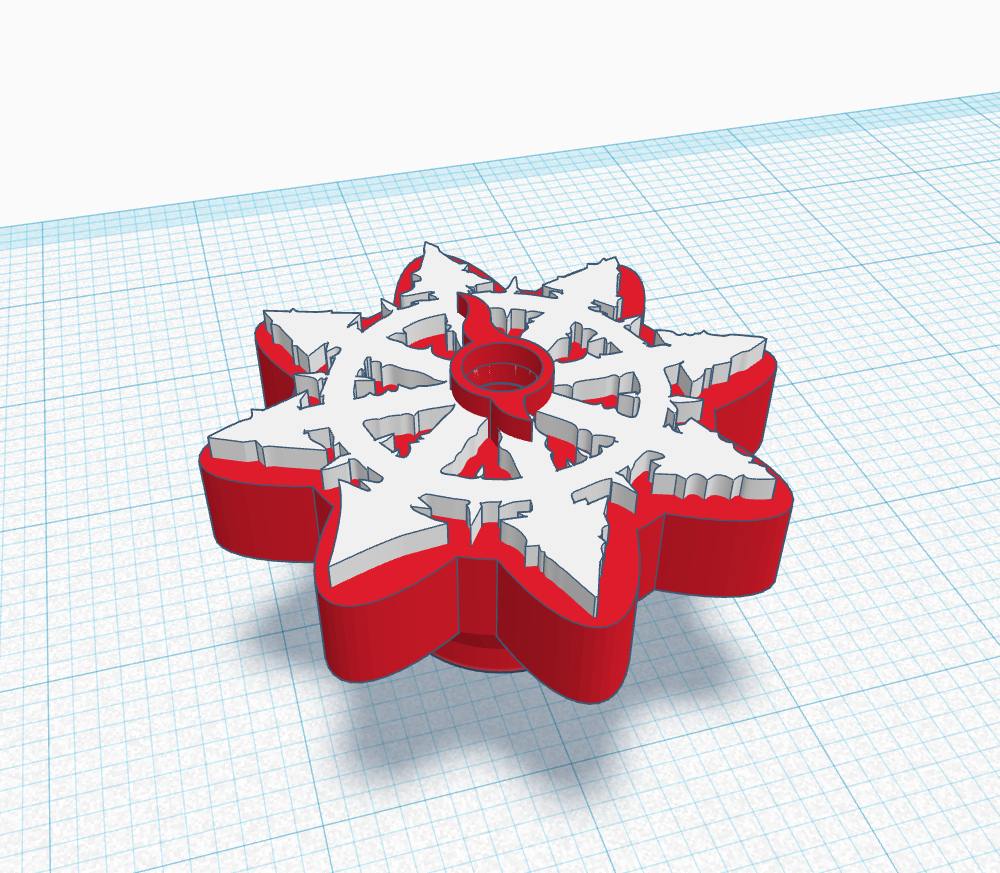
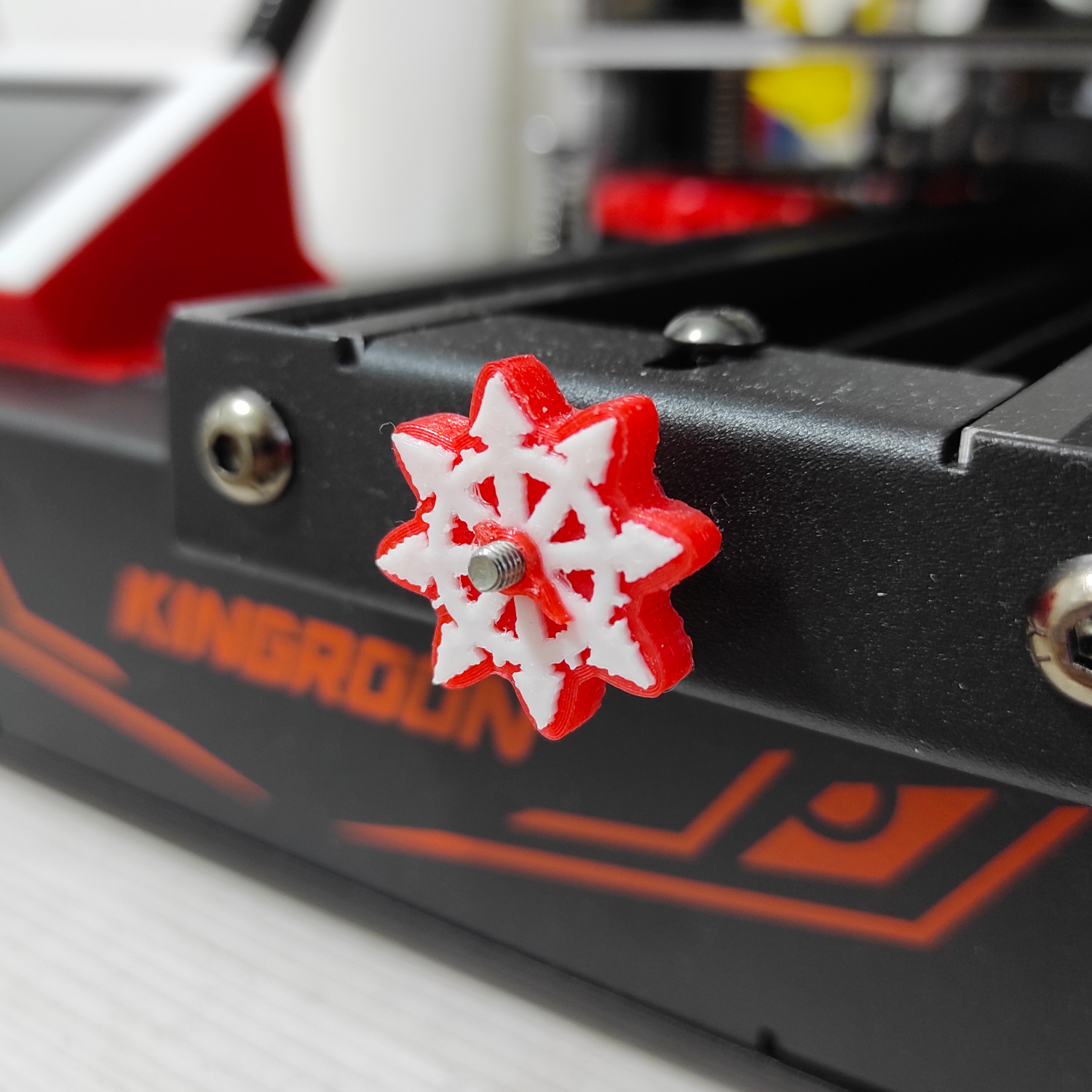
Как вы заметили, мне импонирует вселенная Вархаммера 40000, по мотивам сделан декоративный апгрейд (хотя и не совсем, в отличие от стоковых, тут есть стрелка отсылающая к Тзинчу, иронично, учитывая непредсказуемость растяжения ремней). Потребуется две гайки, а также три паузы и две замены филамента. Ну или одна пауза, во время которой надо всунуть гайки18. В архиве ph_belt_tens.zip две модельки, М3 под KP3S Pro и М4 под мой основной принтер. Печатать придётся соплом 0.2, стоковым такую детализацию не сделать.
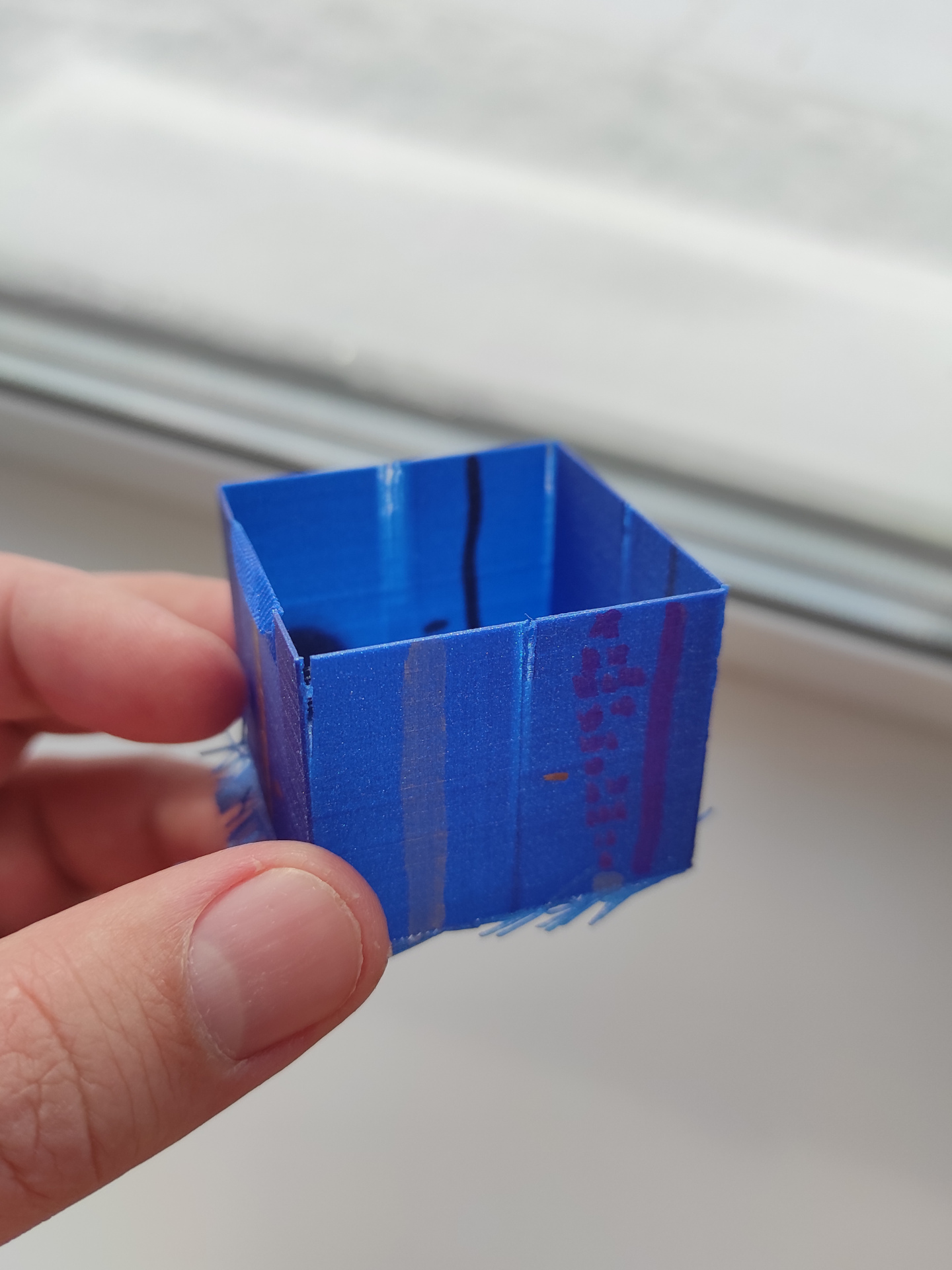
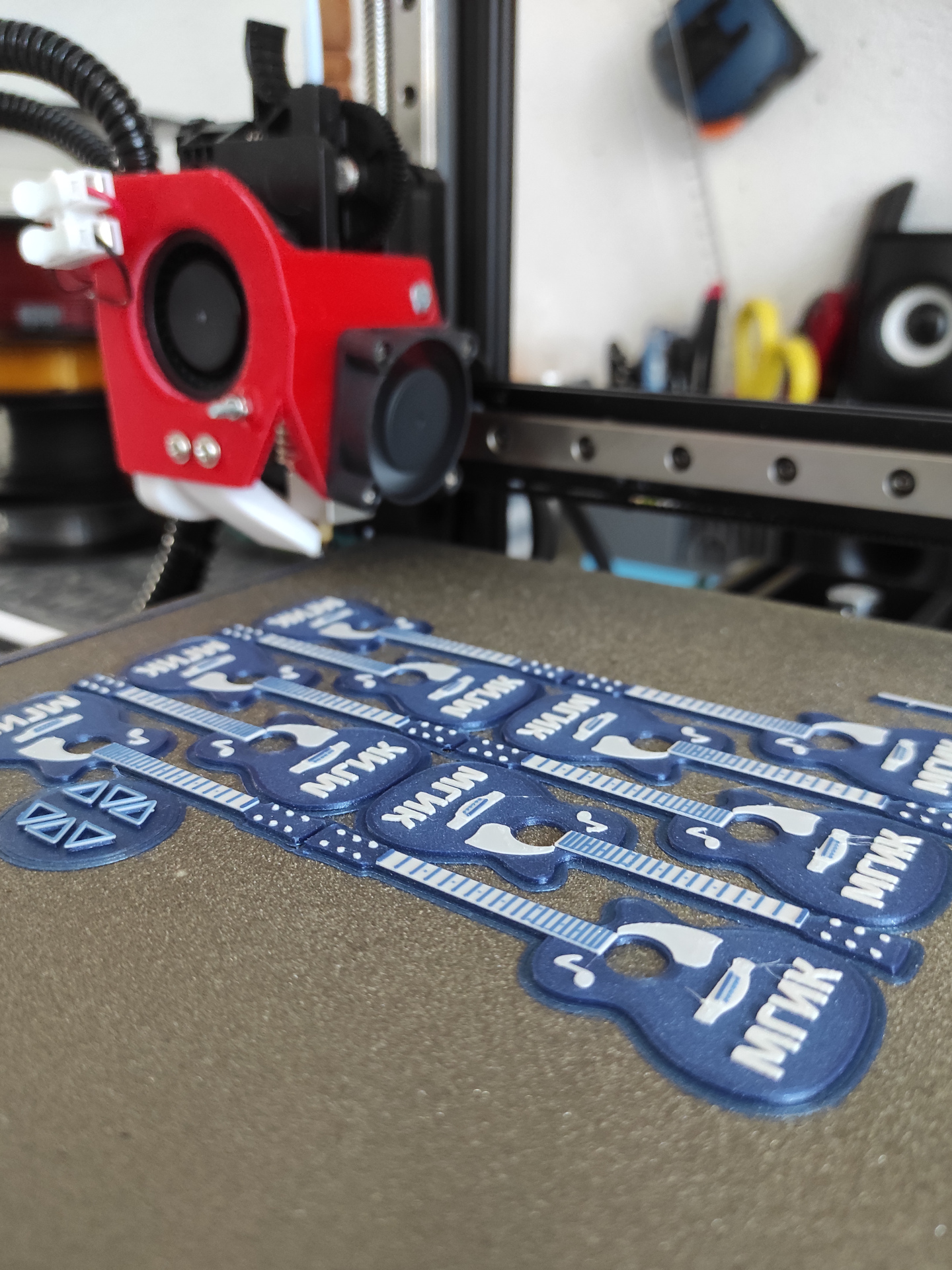
Сопло 0.2мм
Чаще встречается обозначение 0.2, реже .2 — блш. сокр. б-г. сокр! На фото результат печати сувенирного Fender Stratocaster размером 3*9см:



Я уверен, этого примера достаточно для понимания зачем нужно такое сопло. Куда интереснее зачем оно не нужно — печатать что-либо больше спичечного коробка вы будете очень долго и очень печально. В этом сувенирном стратокастере только дека толщиной 1мм напечатана соплом 0.2, а корпус толщиной 3мм соплом 0.4, потому что иначе неприемлемо долго (а также потому что с другой стороны тоже красявости, а это возможно только если склеивать две части, но это уже совсем другая история).
Пара слов о смене филамента при паузе
Если вы соберётесь печатать такие вот крутые фигнюшки, то вам понадобится немножко магии.
Во-первых поставьте прошивку Марлин, на стоковой без алгоритма Linear Advance вы будете постоянно ловить дырки и наплывы в мелких деталях. Рекомендую поставить мою версию, иначе у вас будет только две минуты на замену филамента и если не успеете, то можете сразу начинать сначала.
Во-вторых, вам придётся изучить особенности работы паузы в gcode, а также узнать разные дополнительные фишки, как-то научить принтер пикать до паузы, выдавливать несколько сантиметров пластика самостоятельно после паузы, и т.д. и т.п. Ну и при подробном изучении вас ждёт открытие неприятного бага в слайсере Cura:)
Виды сопел
Так как сопло, если оно не кривое, влияет на качество примерно в последнюю очередь (для начала надо откалибровать весь принтер, потом температуры, ретракты и k-factor под конкретный пластик, предварительно его высушив), я рекомендую просто хорошие латунные сопла.
Если же хочется всякого, то общий совет: меняйте хотэнд с MK8 на E3D V6 — разнообразие выше и всякую экзотику можно найти не за двойной оверпрайс.
Типовое стандартное сопло — фигнюшка за копейки из латуни, хороши ценой и стандартностью (все профили в слайсерах под них), плохи низким ресурсом. Чуть дороже идут с покрытием PTFE — к нему несколько меньше липнет пластик. Новомодные с буквами «CHT» в названии и вставкой разделяющей пруток на три для увеличения максимального объёмного потока (имеют смысл на диаметрах 0.6 и выше). Сталь, калёная сталь и титан имеют крайне фиговую теплопроводность (не зря из них делают термобарьеры!) и вынужденно используются для композитных высокообразивных филаментов (кстати в сопло 0.2 такой пластик просто не пролазит, в 0.4 когда как — пробовать не рекомендую, переборка хотэнда на горячую не самое увлекательное занятие). Существует вариант латунного сопла с длинным кончиком из стали, т.н. аэрограф — специфичная штука, выглядит прикольно, на практике требует переработки обдува и очччень муторной подгонки профилей печати. Также можно найти в продаже медные — они обычно позиционируются для высокотемпературной печати, но и для обычной тоже прекрасно подойдут, хотя опять же со специфичными настройками. Самый хайтек это медные сопла с кончиком из рубина, карбида вольфрама и алмаза — их выпускают диаметром 0.4 и 0.6, цена до половины сабжевого принтера, вам это не надо:)
В любой непонятной ситуации сушите пластик!

До и после сушки
Даже если пластик новый. Даже если залит жидким вакуумом и засыпан силикагелем. Ничего кроме 6 часов в сушилке с проверенным гигрометром не даёт гарантии сухого пластика. Вообще ничего. Смиритесь и сушите.
Я акцентирую на этом внимание, потому что в ассортименте насмотрелся в профильных чатах на вопросы «почему у меня плохо печатает?» (особенно в середине весны!) и дальнейшее нежелание тратить время/деньги на сушку, оправдываемое святой уверенностью в сухости пластика. Нет, он мокрый. Да, даже если буквально вчера был сухой. Да, так бывает.
Сушилки, к сожалению, немного кусь по цене. Вариант переколхозить сушилку для овощей упирается в то что подходящая стоит аналогично специализированным, только ещё и времени на переделку сожрёт. Сушка на батарее сезонна, а наиболее актуальна проблема летом. Сушка в духовке, может дать на выходе как кирпич, так и противень с однородной массой, потому что духовки, как правило, не умеют удерживать температуру 40..70° с точностью ±5°. Сушка в микроволновке невозможна с точки зрения физики19. Сушка большинством домашних методов малоэффективна (т.е. требует в два-три-четыре раза больше времени) ввиду отсутствия правильного обдува.
Полезные ссылки
- Самая большая библиотека бесплатных 3д моделей: thingiverse.com
- Пожалуй, самый лучший для новичков кад, прям в браузере: tinkercad.com
- Няшный чятик в тележке (материцца и стебать нубов низя): t.me/kingroon
- Самый большой и одновременно самый няшный чятик по 3д печати вообще: t.me/K_3_D
- Калибровка Linear Advance от разработчиков Марлина: marlinfw.org/tools/lin_advance/k-factor.html
- Калибровка Linear Advance от Дмитрия Соркина (дольше и менее наглядно, но гораздо точнее): k3d.tech/calibrations/la/k3d_la.html
P.S. Поблагодарить автора
 Если статья оказалась для вас полезна и вы хотите сказать автору спасибо, то сделать это можно по реквизитам:)
Если статья оказалась для вас полезна и вы хотите сказать автору спасибо, то сделать это можно по реквизитам:)
- +79677656642 (по СБП)
- 2200 7004 8211 6844 (Тинькофф)
- Артём Дмитриевич Х.
- На thingiverse не выкладывал, хочу немного траффика на свой блог^^
- Лучше бы маленький магазинчик типа Леруа был в шаговой доступности… Нет, не ха-ха.
- Хорошо бы свой на рельсы перевести, там вроде даже кит под это дело от производителя заявлялся, но хорошие рельсы по ценам всегда кусь.
- Как показала практика, при понимании физики и механики процесса, стол удобнее выставлять на выключенном принтере. Важно: в процессе не дёргайте оси слишком сильно — двигатели в выключенном режиме работают как генераторы и могут спалить драйверы (в данном контексте это такие силовые микросхемы, которые управляют моторами, бывают съёмные и распаянные, на это плате второй вариант со всеми вытекающими).
- Если у вас серьёзные проблемы с геометрией это как правило говорит о серьёзных проблемах с самим принтером, например кривая рама, которые, скорее всего, гарантийный случай.
- Нет, короче и длиннее не подойдут. Да, в магазин.
- Под производительностью подразумевается максимальный объём расплава в единицу времени. Стандартные решения по возрастанию: MK8, V6, Volcano.
- Ну не то что бы скоростная печать на KP3S прям совсем-совсем невозможна, но если вы знаете как, то сомнительно что вы читаете эту статью для новичков.
- Срок службы сопла может колебаться от месяцев до дней, например обычный PLA с блёстками очень быстро жрёт латунь. Новое сопло вы всегда можете заказать на wildberries и оно приедет к вам через три дня, но переплатить от цены на aliexpress придётся минимум раз в пять, оно вам надо?
- Несмотря на то что в России 3д печать не сильно развита как рыночная ниша, уровень сообществ очень высокий, вплоть до реально крутых отечественных проектов принтеров.
- Очень точный датчик позволяющий построить карту высот стола, в дальнейшем принтер корректирует движения на её основе. НЕ заменяет выставление уровня стола и НЕ исправит вспученный и свёрнутый винтом стол.
- Так как это опенсорс вы можете приложить свои лапки к переводу. Меня этот забег по граблям сопровождаемый руганью с красноглазыми программерами напридумывавшими предыдущий перевод как-то не заводит, делать только для себя заводит ещё меньше.
- Особенно доставляет ошибка Err: MAXTEMP в пол-пятого утра, особенно соседям.
- Говнокод такой говнокод… то что при русификации в одном месте в другом остаются кракозябры очень толсто намекает на кривую архитектуру, т.е. ЭТО надо переписывать, но заниматься этим энтузиасты не будут, им норм.
- Исторически сложилось что 3д дела у меня на ноуте, наверно потому что его можно принести на кухню и подключить к принтерам по кабелю, что иногда надо.
- На основном принтере за год я сменил три стола — ультрабаза была ухайдокана за две недели, двусторонний PEI продержался сильно дольше, но не выдержал нескольких столкновений с соплом с одной стороны и абс соком с другой, третья итерация PEI/PET используется сейчас и я очень надеюсь что с аккуратным использованием не здохнет за летний сезон, ибо полтора косаря денег, квак-плак!
- Если бы вместо буковки E стояла буковка Z, то принтер поднял бы голову. Gcode очень примитивный.
- Никакой магии, методика проста и примитивна: после какого-то там слоя где заканчивается дырка под гайку добавляем паузу в слайсере и далее впихиваем гайку, после чего продолжаем печать. Главное чтобы не нарезало с поддержками внутри, тогда проще перепечатать.
- Если вы об этом подумали, то подумайте точно ли 3д печать это ваше, знания физики тут нужны.

